AnexoComo final, reproduzco por su interés un extracto de un capítulo de la obra de Francisco Wais “
Compendio de Explotación Técnica de Ferrocarriles”, donde se describen con mayor rigor las características tanto de un depósito como de un taller.
“Compendio de Explotación Técnica de Ferrocarriles”Francisco Wais,
Editorial Labor, 1949.Depósitos de máquinas. Un Depósito comprende diversas instalaciones, que varían según la importancia de aquél. Esencialmente debe tener:
1.º Un edificio para abrigar las locomotoras.
2.º Un aparato para invertir la posición de las locomotoras, que puede ser el puente giratorio, o un sistema de vías en triángulo.
3.º Un parque de carbón, con vías donde las locomotoras se sitúen para cargar combustible en el ténder.
4.º Grúa o grúas hidráulicas, para alimentar de agua al ténder.
5.º Foso o fosos de picar fuego.
6.º Un pequeño almacén para arena seca, y otro almacén o un espacio libre para leña de encendido.
7.º Un taller para reparaciones urgentes o más necesarias, y almacén de piezas de recambio.
8.º Vías al descubierto para cortos estacionamientos de locomotoras.
9.º Edificios para oficinas, dormitorios, lavabos y baños para el personal; lamparería.
Las proporciones y la naturaleza de cada una de estas partes constituyentes dependen de la categoría del Depósito, al cual aún se añaden a veces instalaciones especiales, como las de tratado de agua de alimentación, para evitar incrustaciones; las automáticas de lavado de calderas y alimentación en caliente; mezcladoras mecánicos de carbón; cargadores mecánicos para este combustible; recuperación de algodones sucios, recuperadores de cenizas, etc. Los cargadores mecánicos de carbón, bien por medio de grúa eléctrica o por una estructura metálica especial, son de aplicación cada vez más frecuente en los grandes Depósitos, pues el sistema de cargue a mano con espuertas, además de lento, es caro.
Con todas estas instalaciones, los Depósitos para muchas máquinas alcanzan considerable volumen e importancia, y se necesita, para la debida sucesión de las operaciones y atenciones que tienen que sufrir las locomotoras, una ordenación escrupulosa de las diversas partes constitutivas del Depósito. La locomotora, cada vez con más perfeccionamientos y complicaciones, precisa ser cuidadosamente tratada, lo cual requiere abundancia de medios para ello y explica la magnitud de los grandes Depósitos modernos.
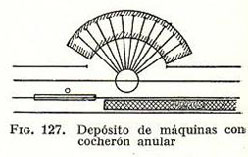
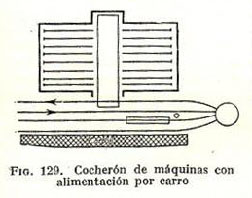
El cocherón o edificio para abrigo de locomotoras puede ser rectangular o circular, y acerca de las ventajas e inconvenientes de uno y otro tipo motivo habría para largas consideraciones. La elección está relacionada con el terreno de que se dispone, con su extensión y forma. Siendo ésta alargada, se puede adoptar el cocherón rectangular, con enlace de vías por uno o por los dos lados. Cuando el terreno es cuadrado, tiene mejor aprovechamiento con cocherón circular, anular (fig. 127), o rectangular con entrada y salida de maquinas por carro transbordador. La entrada y salida de máquinas al cocherón rectangular puede hacerse por las vías que lo atraviesan y se enlazan, por medio de agujas, por un extremo del cocherón (fig. 128), o por los dos; o por uno a varios carros transbordadores, dejando muertas las vías dentro del cocherón (fig.129). Esta última disposición, propia más bien de maquinas pequeñas, tiene el inconveniente, cuando sólo hay un transbordador, que si éste se inutiliza queda sin servicio el cocherón. Lo mismo pasa en un cocherón anular si se inutiliza el puente giratorio.
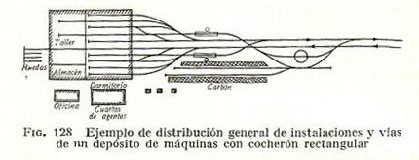
En los grandes Depósitos, el cocherón de planta rectangular tiene preferencia con las vías unidas por agujas, limitando a 4, por ejemplo, la capacidad de locomotoras por vía bajo cubierta, cuando la entrada y salida es por un solo lado (fig. 128), y a 6, si es por los dos lados. Se procura establecer vías independientes para la entrada y salida de maquinas y distribuir las instalaciones en forma que las maniobras y operaciones se verifiquen ordenadamente en el transcurso del recorrido de las maquinas desde su entrada hasta su salida del Deposito.
El tipo rectangular se presta a constituirlo con varios cuerpos escalonados, en nido de abejas, como el de la clasificación de Lille-La Délivrance, cuyas instalaciones, desarrolladas en amplio espacio, se ofrecen ordenadamente para que las locomotoras, sin retroceso, pasen por todas ellas en la debida sucesión. En ese Depósito existe, para el giro de maquinas, la disposición de vías triangular, que exige bastante terreno. Parecida disposición a la de este gran Depósito tienen otros del Norte francés, construidos también después de la primera Gran Guerra, como el de Aulnoye, descrito en Vanderrydt et Minsart, Cours d’exploitation des Chemins de fer, tomo segundo.
Los Depósitos tienen su punto de colocación mas indicado en las estaciones principales, en las de enlace de líneas y en las grandes clasificaciones. Además de los Depósitos de las estaciones principales, se sitúan a lo largo de la línea, en estaciones que resulte conveniente, pequeñas instalaciones de Depósito, que se llaman Reserva de máquinas. De ellas se pueden enviar locomotoras de reemplazo, en caso de avería de una en servicio; facilitar maquinas para las dobles tracciones, y, en general, pueden servir para el cambio en ciertos turnos.
Talleres para reparación de locomotoras. Las reparaciones de locomotoras se clasifican, en términos generales, en grandes y pequeñas reparaciones. Para las segundas disponen de talleres, como antes hemos visto, los Depósitos de máquinas, que en algunos casos también pueden realizar grandes reparaciones; pero lo corriente es que éstas se efectúen en talleres especialmente habilitados para tales trabajos. En las grandes redes, sobre todo, la existencia de estos talleres es inexcusable, y hay veces que incluso sirven para la construcción de nuevas locomotoras, y no únicamente para reparación de las existentes. En España, como en la generalidad de los países, los talleres son sólo para reparación.
En un taller de esta naturaleza se distinguen tres partes principales: taller de montaje, taller de ajuste y taller de calderería. En el primero entran las locomotoras para su levante y para ser desarmadas, y luego nuevamente montadas las diversas piezas y elementos; en el segundo es donde estas piezas se reparan o repasan; y el tercero es el exclusivamente dedicado a las calderas y depósitos de agua de los ténderes, a trabajos de calderería, en general.
Además de estos talleres fundamentales, y como anejos a ellos, existen otros secundarios, como el de forja y el de ruedas, y también otras partes o talleres complementarios de aquéllos, como el de soldadura autógena y eléctrica, el de cubas de lavar en la colada las piezas desmontadas, y de clasificación y depósitos de estas piezas, el de producción de vapor y aire comprimido, subcentral eléctrica, el almacén de materiales, depósito de materias inflamables, depósito de agua, parque de material viejo, etc. Aparte, naturalmente, de los roperos, lavabos, duchas, comedores, oficinas, gabinete sanitario, etc.
Un ejemplo de disposición general de un taller, comprendiendo las partes citadas, lo tenemos representado en la figura 130.
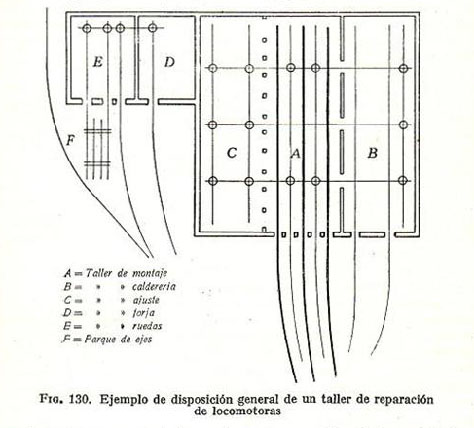
Existe, en este ejemplo, una edificación general compuesta de varias naves, en cuya edificación general se encuentra al medio el taller de montaje, con sus vías de acceso, y dentro de él dos sistemas de rodadura para trasladar los elementos y piezas: uno a nivel del suelo, formado por vías comprendidas entre las de estacionamiento de las locomotoras, y otro superior, por el que circula uno o más puentes-grúa. El taller de montaje puede desarrollarse a lo largo o a lo ancho, esto es, con pocas vías largas o con muchas vías cortas. Estas vías, con un foso para trabajar bajo las locomotoras.
El taller de calderería está a la derecha, según se mira, y conviene separarlo del anterior por un muro para aislarlo, por los ruidos a veces ensordecedores que en la calderería produce el trabajo, sobre todo el martilleo neumático para el roblonado. Debe llevar su correspondiente puente-grúa y en una parte del taller se colocan las máquinas propias de sus trabajos: cizallas, punzonadoras, taladradoras, cepìlladoras, confeccionadores de virotillos, etc.
Al otro lado del taller de montaje está el de ajuste, ambos en comunicación libre y con facilidad para el traslado de piezas, y en todo o en parte conviene también que disponga de puente-grúa, naturalmente de menor capacidad que el de la calderería, así como las dimensiones de ésta no necesitan ser las del taller de montaje. Por el taller de ajuste se reparten las diversas clases de maquinas que de él son propias, que pueden agruparse en las de piezas pesadas, como los tornos grandes, las mortajadoras, rectificadoras, etc., y las de menor volumen y para menores piezas, como los tornos pequeños, fresadoras, atenajadoras, escotadoras, etc.
El taller de forja lleva, como se comprende, las fraguas, martillos-pilón, yunques y bigornias, y, como anejos, elementos para dar temple y cementar los aceros, y taller especial para resortes o muelles.
El taller de ruedas comprende los tornos de rueda, donde se rectifican las llantas; los de rectificar y pulir las manguetas, las prensas de calaje, etc. Para renovar los ejes montados deberá tener este taller un puente-grúa de cerca de unas seis toneladas. En las proximidades de este taller conviene un parque para ejes montados.
Y se disponen después, en distintas partes del recinto total, los distintos anejos de que antes hemos hablado en esta breve exposición.
Entre todas las partes citadas, las principales y las secundarias, es de interés la mejor comunicación, y en el conjunto la debida armonía en la sucesión de trabajos para la rapidez de las grandes reparaciones, con la sustitución de elementos de repuesto, incluso de la caldera entera.










